
Cette simple constatation m’a été dernièrement rappelée par un correspondant, grand amateur et connaisseur du P.O., ce qui m’a poussé à m’y intéresser de plus près. Je n’étais pas encore passé à l’action, cette locomotive ayant été très bien reproduite en kit par LSL. Ma démarche actuelle vous le savez est différente. D’autre part, les anciens modèles de « 5300 » (141 TA) Jouef, nécessaires pour y récupérer la chaudière et l’abri, étaient rares sur le marché de l’occasion et de ce fait vendus à des prix exagérés, surtout si l’on tient compte de leur fonctionnement ...bien souvent aléatoire et capricieux. Mais depuis deux ans cela a changé, car – toujours sous la marque Jouef - sont apparus de nouveaux modèles encore plus finement réalisés et avec un fonctionnement ….correspondant à ce qui est actuellement proposé par les fabricants industriels, « on va dire ». Pour revenir à ce que je me propose de récupérer sur l’ancien modèle, il faut être conscient que les caisses à eau sont différentes quand à l’emplacement de la découpe laissant la place aux leviers de relevage de marche, leur longueur et la présence de portes donnant accès à des compartiments (« gardes-mangers » pour l’équipe de conduite ?) ménagés dans ces caisses à eau. Pour les représenter, ainsi que pour le tablier, je pense faire faire une planche de photogravure. « Châssis de Mikado ETAT » (141 C). Reprenant le plan de celui que j’ai crée pour mon modèle de cette loco (voir rubrique « Historique des modèles M.T. »), je prévois de l’adapter au modèle projeté et l’usiner dans un barreau de laiton massif, comme à mon habitude. Pour mon usage personnel, de mon ancien kit j’avais gardé un tablier, un train de roues accouplées, un bloc-cylindres, des plaques de bielles, un berceau de boîte à fumée, bref tout ce qu’il faut pour faire cet ensemble, quasi-identique aux « 5600 », au diamètre des roues de bissels près. Voici quelques vues des premières étapes de la préparation de ce projet. Les premières opérations sur certaines parties ne sont faites que pour la cotation et mise au point des pièces définitives qui seront reproduites en photogravure (ex : caisses à eau, tablier).
Eric Seibel – avril à août 2019
" Construire une 141 TB Sud-Ouest avec un châssis de 141 P Jouef "
LES « 5600 » DU P.O. L’ ÉLÉGANCE
.JPG)
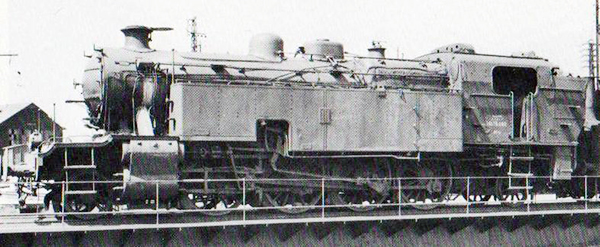
Comment ne pas en avoir envie, lorsqu’on tombe sur cette magnifique double-traction de 141 TB + 141 TA sur la page 8 de « Voies Ferrées » N° 209 ? |
A peine les premières « 5300 » (141 TA) sont en service en 1912 que nos infatigables ingénieurs du matériel et traction du P.O. imaginent déjà une autre machine-tender semblable en plusieurs points mais plus rapide (100 km/h), dont la compagnie a besoin pour ses lignes de banlieue et celles du réseau aux rampes moins abruptes.
C’est ainsi que les dessinateurs du P.O. établissent les plans de cette locomotive série « 5600 » à l’élégante silhouette. L’étude est terminée en 1913, mais l’abominable boucherie que l’on sait repousse sa fabrication en 1921 et 22. Les firmes Batignolles-Châtillon (pour 75 unités) et S.A.C.M. (pour 50 unités) se partagent la construction de la série.
La chaudière est similaire à celle de la « 5300 », de même que l’abri et la soute à combuts, tandis que le bloc-cylindres, les roues accouplées (diamètre 1. 65 m) et l’embiellage sont identiques à ceux des prototypes de Mikado (5801-5802) à tender séparé, construits quelques années plus tôt (1917), et qui serviront de base pour la série des 250 Mikado…..de l’ETAT.
Les 35 premières machines livrées sont affectées au dépôt de Paris-Denfert, pour service sur la ligne Paris-Luxembourg – Limours et Bourg-la-Reine – Sceaux-Robinson. A cause de la longue section souterraine de la ligne de Sceaux, elles sont équipées d’origine d’un système de condensation de la vapeur d’échappement dans les caisses à eau.
Des machines issues des livraisons suivantes sont affectées au dépôt d’Ivry pour les lignes de banlieue Paris-Etampes et Brétigny-Dourdan.
Le plus gros contingent est celui du dépôt de Montluçon, qui atteindra un temps presque les 50 unités. Elles circulent sur toutes les lignes du Massif Central, même celles à fortes rampes comme Laqueuille-Le Mont Dore. D’autres sont basées aux dépôts d’Orléans, Etampes, Argenton-sur-Creuse, Limoges, Capdenac, et même Quimper pour la ligne P.O. de Bretagne (Savenay à Landerneau et embranchements). En 1934, la cession de cette ligne à l’ETAT fait passer les machines basées à Quimper à ce réseau, où elles sont re-numérotées 42-401 à 407. Toujours en 1934, la fusion P.O.-MIDI entraîne de nouvelles affectations dans des dépôts « MIDI » comme Toulouse, Castres, Carmaux, Carcassonne, Foix… Après la création de la SNCF, 3 autres machines sont mutées à Quimper, portant donc son effectif à 10 unités, à présent numérotées 3-141 TB 401 à 410. Comme de coutume sur l’ETAT, sur la plupart de ces 10 machines les deux dômes de sablières sont déposés et remplacés par un seul, type « barquette de beurre Elle-et-Vire », en lieu et place de celui qui était entre le dôme de vapeur et les soupapes. En 1949, elles retournent à la région Sud-Ouest, reprennent leur numéro d’origine, mais conservent leur dôme de sablière « ETAT » pour celles qui l’avaient reçu. Elles se retrouvent pour la plupart dans les dépôts de Toulouse, Carmaux et Castres.
 |
« La 141 TB 680 (ex-42-405 ETAT) après son retour sur la région Sud-Ouest, l’une des machines ayant été utilisée sur l’Ouest, reconnaissable à son dôme de sablière « ETAT ». |
Jusqu’au milieu des années 50, les 141 TB sont présentent et actives sur tout le territoire de la région Sud-Ouest, mais comme elle l’a fait pour les 150 A précédemment, la SNCF décide de sacrifier cette série, pour la remplacer par des diesels et des 141 TA. Les 110 machines restantes sont mises en Attente d’Amortissement le 1er janvier 1957, puis radiées le 1er octobre 1958.
C’est du moins la date officielle, mais on rechigne à se séparer de celles en très bon état, surtout « au MIDI ». Un petit sursis d’un mois et demi est accordé à Toulouse jusqu’au 15 novembre pour les 141 TB 625, 640, 641, 642, 644, 646, 650, 655, 669 et 677 ; de même à Castres pour la 648, Carcassonne pour la 676, Périgueux pour la 652. Pendant ce temps, Montluçon raye des effectifs sa dernière : la 672, à la même date. A Toulouse le sursis se prolonge jusqu’au 7 avril 1959 pour les 633, 643, 682, 695, 698, 706, 708, 716, 717, 721, 729 et 736. A cette date sont aussi radiées la 728 à Carcassonne et la 660 à Paris-Sud-Ouest. Et c’est dans ce dépôt que disparaît la dernière machine de la série : la 666, le 17 octobre 1959.
 |
Les 141 TB 698 et 640, de bonnes machines parmi celles qui ne voulaient pas mourir, aux manoeuvres à Toulouse. (photos Daniel Bréheret) |
.jpg) |
RÉCIT DES OPERATIONS PAS A PAS
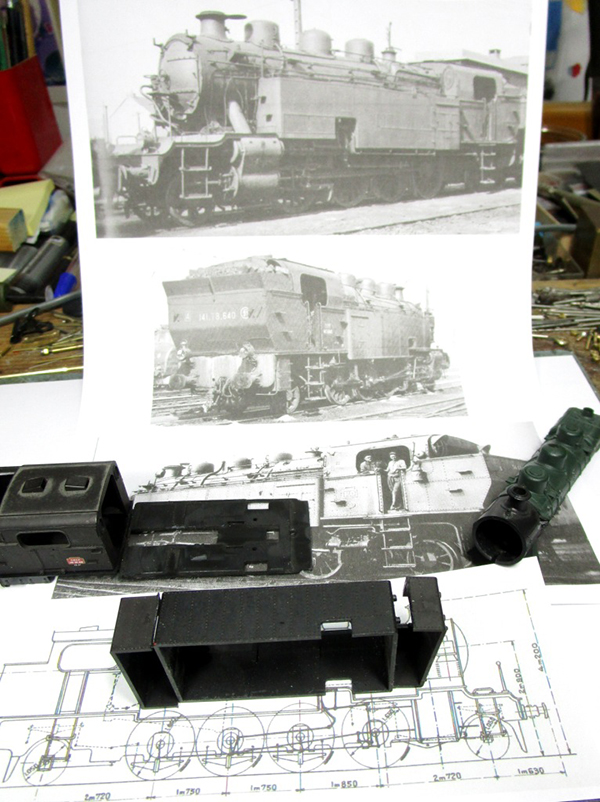
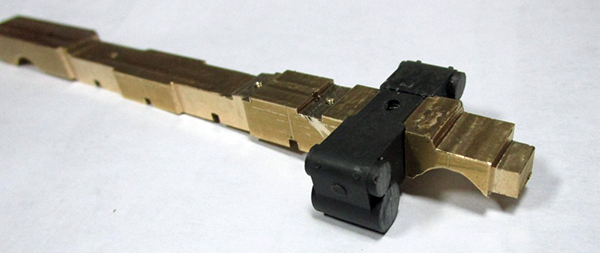
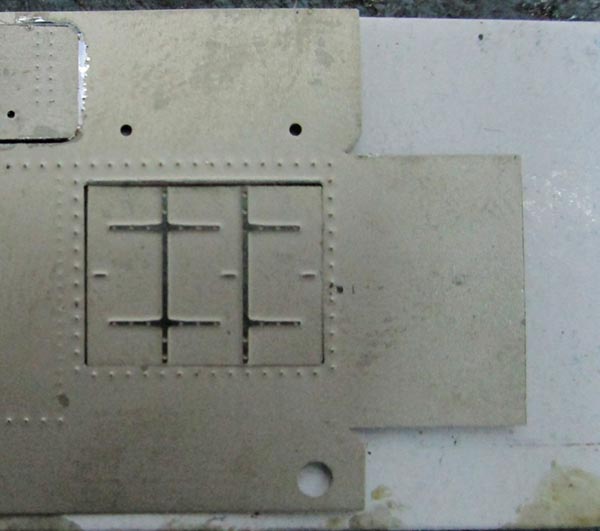
1 - Sur un diagramme de « 5600 » à l’échelle, vérification des bonnes dimensions des parties récupérées sur un modèle de 141 TA, et « saucissonnage/raponçage » de la pièce « caisses à eau » pour déterminer les dimensions de celles qu’il faudra refaire.

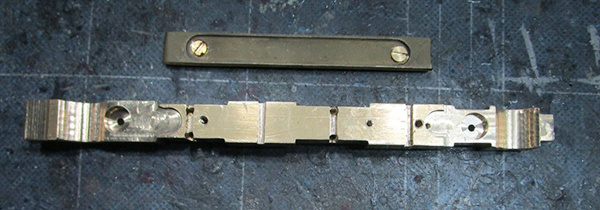
2 - Comparaison des éléments provenant de l’ancien kit de « Mikado ETAT » M.T. Le bloc-cylindres, le berceau de boîte à fumée et les bielles sont bien identiques. Le tablier semble l’être aussi à l’avant, je pense m’en servir pour la cotation d’une future pièce en photogravure.

3 - Le train de roues accouplées M.T. correspondant à des roues réelles de 1. 65 m comme sur la « 5600 ».

4 - Les bissels seront évidement ceux-là, à équiper de roues au bon diamètre (1. 05 m en réel).

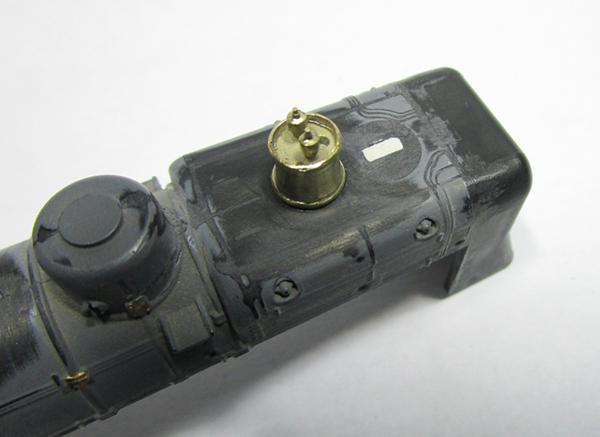
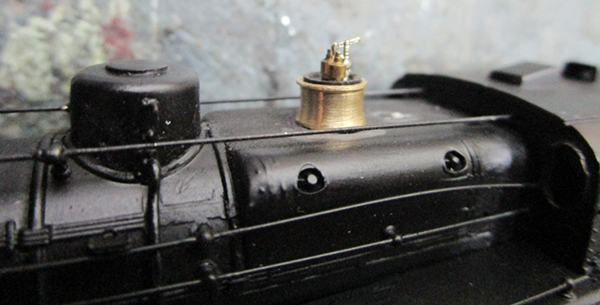
5 - Cheminée P.O. à chapiteau M.T. en fonderie laiton et dôme de sablière M.T. « ETAT » en résine (provenant du kit 141 C) ; cette dernière pièce pourrait éventuellement servir à représenter l’une des machines utilisées par l’Ouest entre 1934 et 1949.

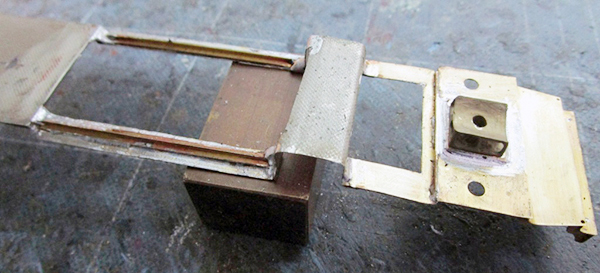

7 et 8 – Confection d’un tablier provisoire. L’avant est fait avec les éléments du tablier de l’ancien kit de Mikado Etat ; le reste avec des chutes de photogravures.
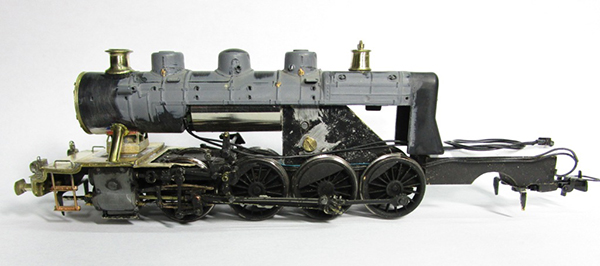
9 – Simultanément, la partie « caisses à eau » et le corps cylindrique de la 141 TA Jouef sont adaptés pour leur nouveau positionnement, avec la forme du tablier. Berceau de chaudière M.T. Réf. eta 04.

10 – Usinage du châssis en laiton massif dans un barreau de 12 x 12 mm, en commençant par les découpes du haut, en s’aidant d’un diagramme à l’échelle et en suivant les formes du tablier.
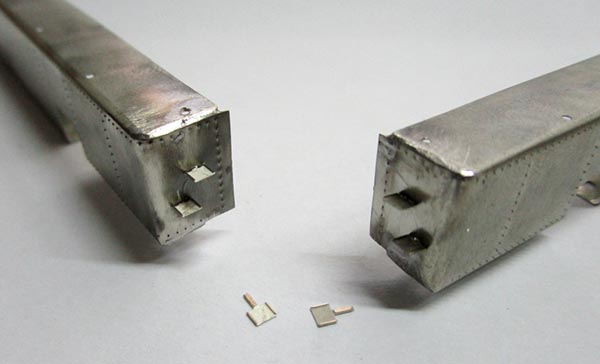
11 - Le bloc-cylindres, provenant de la Mikado Etat M.T., voit ses extrémités de tiroirs diminués en longueur. Les découpes du châssis sont faites sur mesures pour l’emboîter au bon endroit.
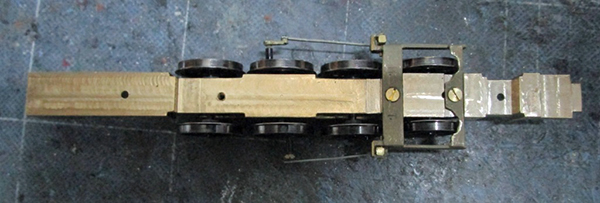
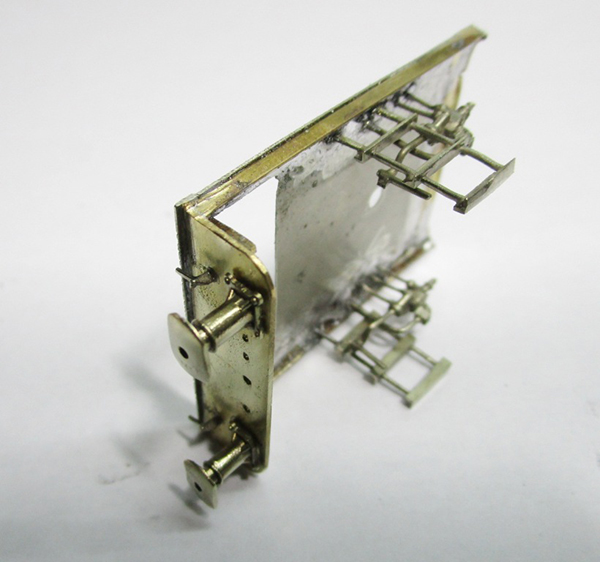
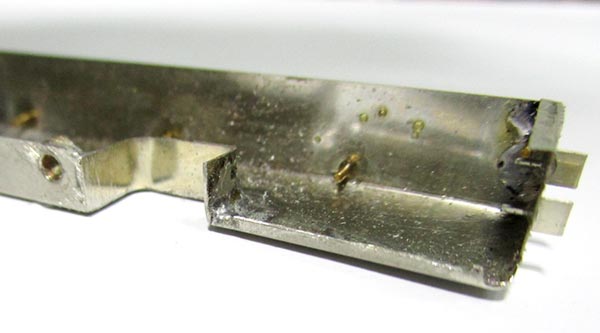
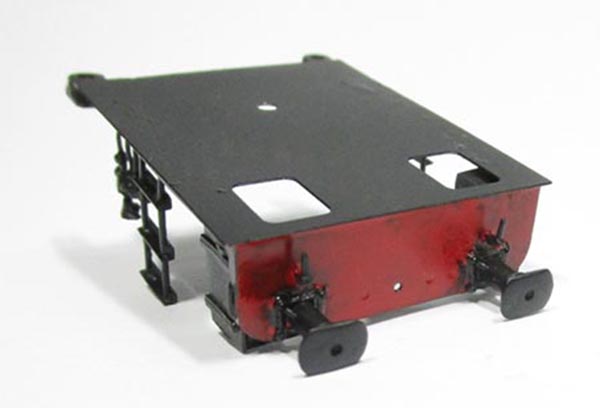
12 - Le châssis vu de dessous et le dessous de Châssis. Les entr’axes des passages d’essieux sont les mêmes, ce qui permettra d’utiliser directement les bielles d’accouplement de la Mikado Etat. La largeur du châssis est réduite au droit des roues du 2ème et du 4ème essieux accouplés, afin de leur permettre l’inscription en courbes par la possibilité d’un débattement latéral plus important. D’autre part, ces 2 essieux ont un léger jeu vertical, avec rappel des roues contre les rails au moyen de ressorts à la compression (logés dans les trous borgnes que l’on voit dans les passages d’essieux). L’appui sur les rails et l’alignement de la loco dans l’axe de la voie seront donc assurés par les roues des 1er et 3ème essieux accouplés, sans jeu vertical ni latéral. Cette disposition inhabituelle est choisie à cause de la future présence de la transmission sur le 3ème essieu.
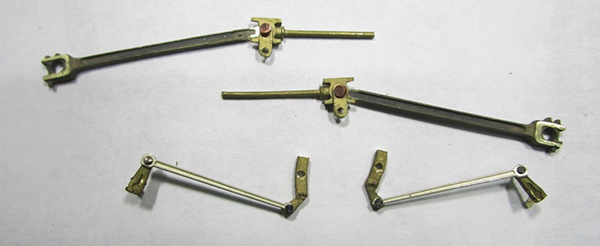
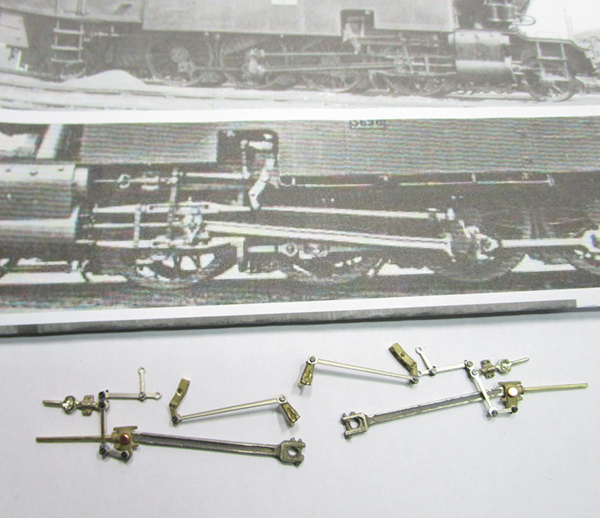
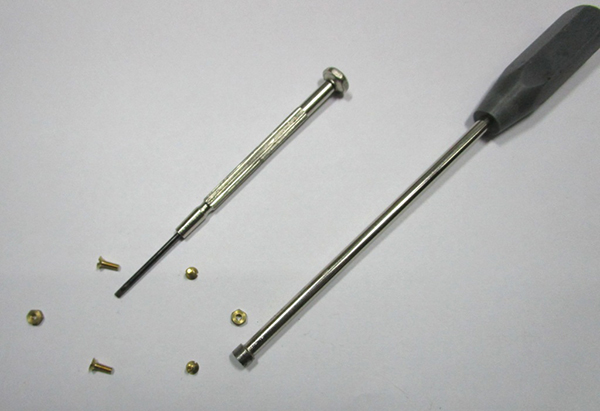
13 – C’est le moment de préparer les ensembles « manivelle/bielle/coulisse », avec des accessoires M.T. (Réf. man 01 et coulisses eta 15). Puisque les rivets (M.T. Réf. riv 01) sont sortis, préparation des ensembles « Bielle motrice/crosses de pistons » (M.T. Réf. mik 08 E et po 09).
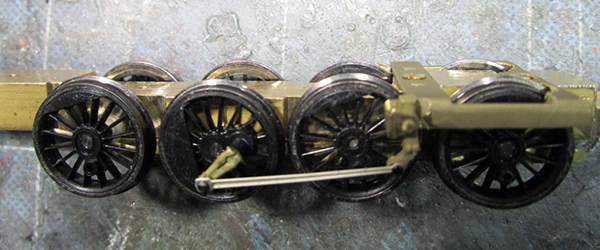
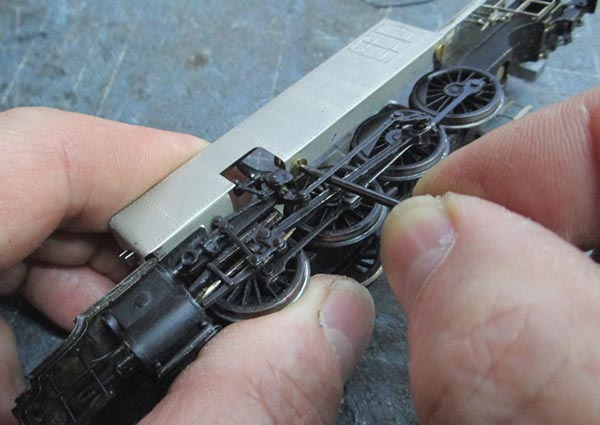
14 et 15 – Les ensembles « manivelle/coulisse » sont accrochés aux roues accouplées motrices (3ème essieu) et au support de coulisses (M.T. Réf. eta 05), ce qui donne la distance à laquelle doit être fixé ce support sur le châssis. Cette méthode est imparable pour être sûr d’obtenir le positionnement exact des coulisses et leur oscillation harmonieuse.
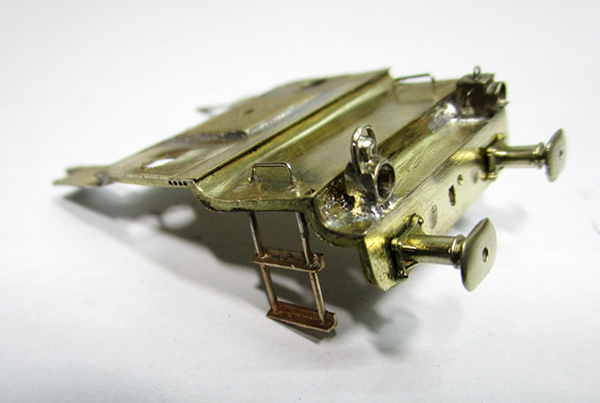
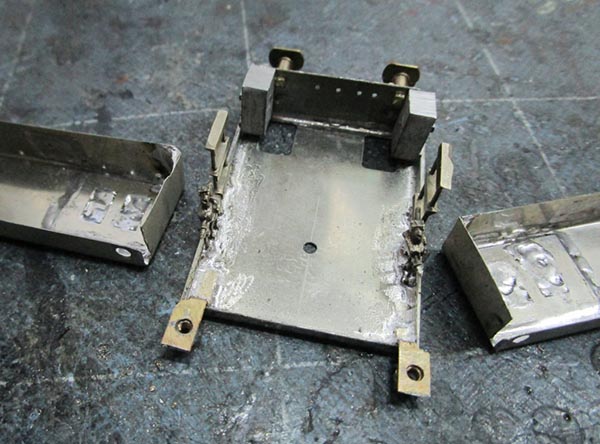
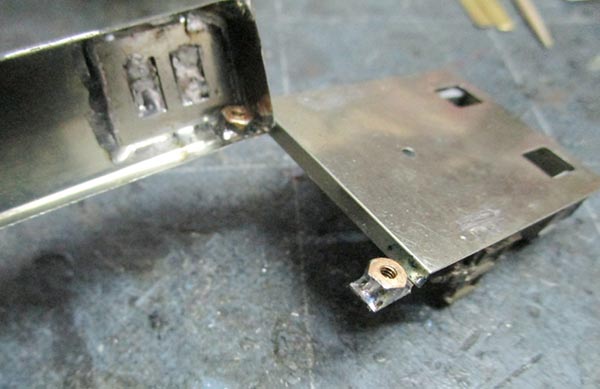
16 et 17 – Assemblage du châssis avec le tablier provisoire, pour préparer leurs fixations : par vis de 2 mm (tête collée dans la boîte à fumée) dans l’axe cheminée/bloc-cylindres à l’avant, et à l’arrière (tête de la vis collée au plancher de l’abri de 141 TA, au même endroit que sur ce modèle).



20 – Préparation des bissels (M.T. Réf. div 32). Celui pour l’arrière (à gauche) est martelé sur une enclume pour l’allonger.

21 – Sur le bissel avant, suppression des chasse-pierres et installation d’un boîtier d’attelage NEM (M.T. Réf. div 66).

22 – Ajustement des découpes arrondies dans le châssis pour le passage des roues des bissels, et contrôle sur des voies courbes dans les deux sens.

23 – Installation d’un boîtier d’attelage NEM div 66 à l’arrière du châssis.

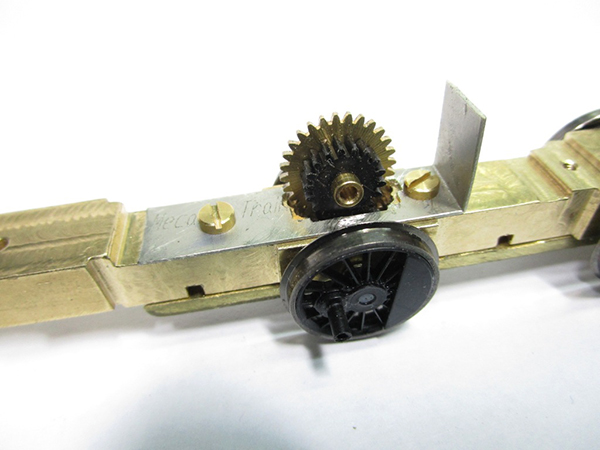
25 – Découpe d’une lumière à la fraiseuse, pour le passage du pignon de l’essieu moteur (vue sous le châssis).
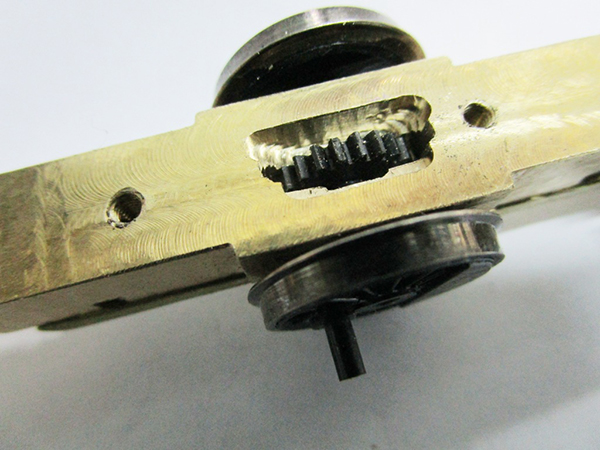
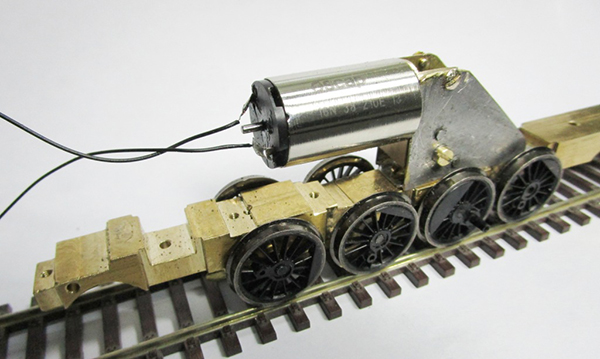
26 – Vue au-dessus du châssis, avec l’essieu installé. Une encoche est pratiquée sur un côté, elle ménagera le passage d’un pignon du réducteur envisagé.

27 – Nouvelle vue dessous, avec le dessous de châssis fixé. Une lumière est aussi découpée pour le pignon de l’essieu.

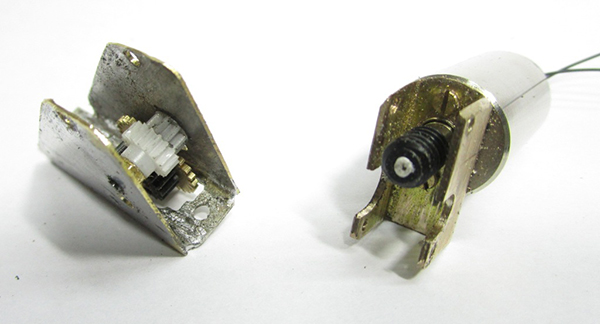
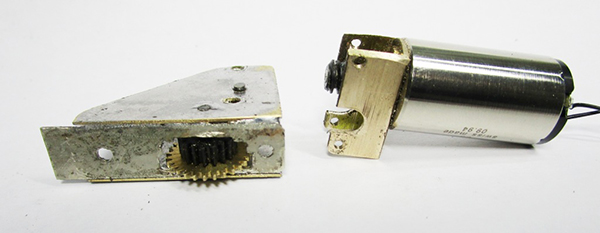
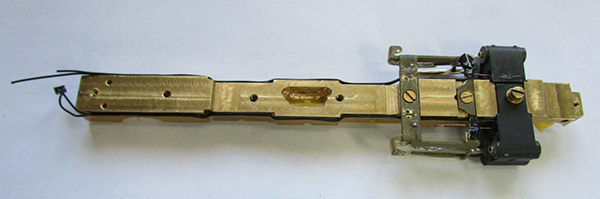
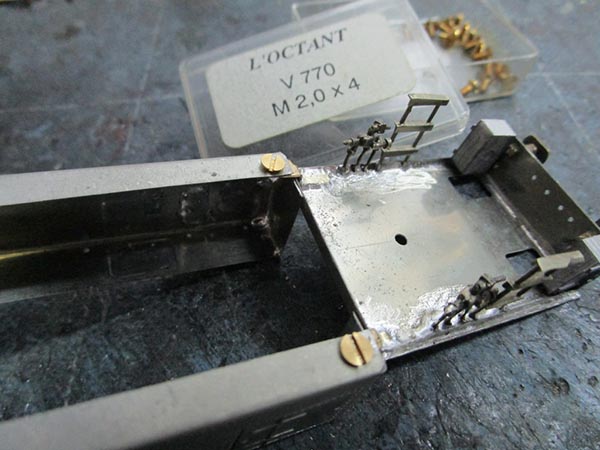
28 – Vue au-dessus du châssis, avec le socle du réducteur. Sa fixation se fait par 2 vis M2.5, tout devra pouvoir être facilement démonté et remonté autant de fois que nécessaire.
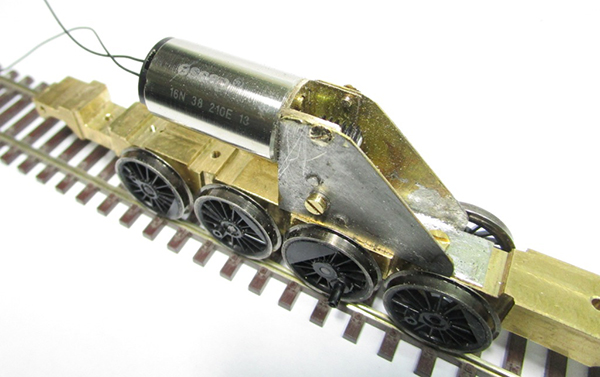
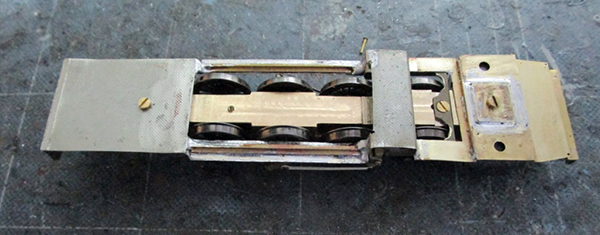
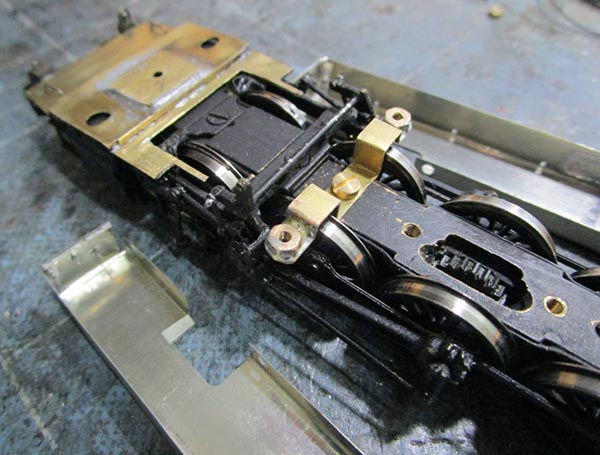
32 et 33 – Les deux parties assemblées et fixées sur le châssis pour les essais.



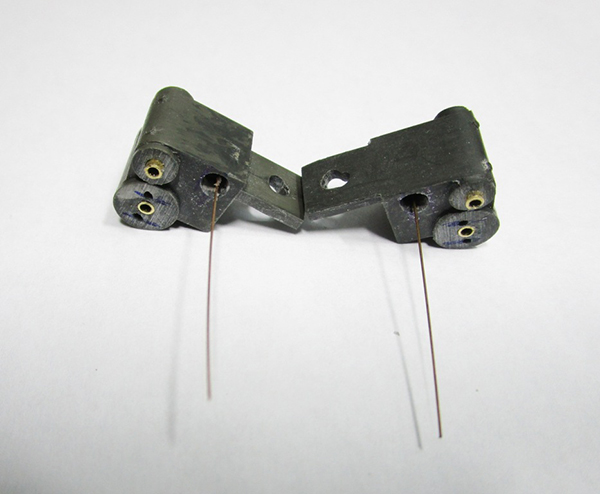
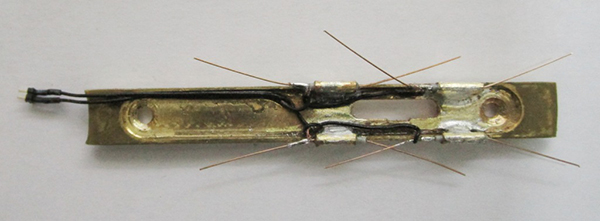
38 – Sur les deux parties du bloc-cylindres, pose de tubes-guides en laiton et de palpeur de courant en fil de bronze. Ils seront en contact avec les bandages des roues du premier essieu accouplé.
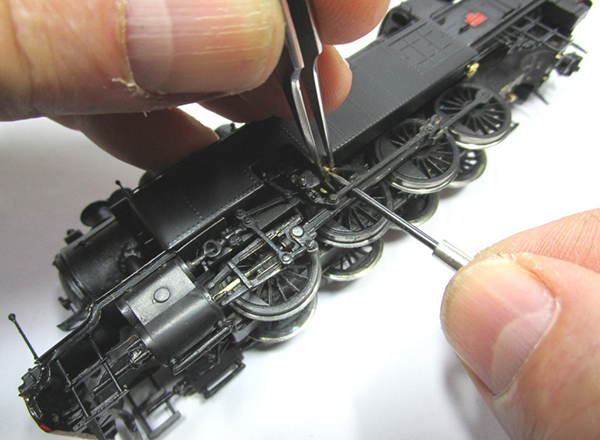
39 – Le bloc-cylindres est monté, ses fils palpeurs sont formés au-dessus des roues du premier essieu. Une paire de fils électriques est collée de chaque côté du châssis : une pour les palpeurs et une autre pour alimenter les futurs fanaux fonctionnels à l’avant. Celle des palpeurs est la partie avec la prise femelle d’un micro-connecteur (M.T. Réf. fan 13).

40 – Le support de coulisses est percé de deux trous dans lesquels sont passés les tiges de maintien d’un tube reliant les leviers de marche. Cet ensemble peut coulisser de bas en haut grâce à ces deux tiges, permettant d’ajuster les leviers à la bonne hauteur une fois accrochées les biellettes de relevage de marche. Une goutte de cyano les immobiliseront ensuite.
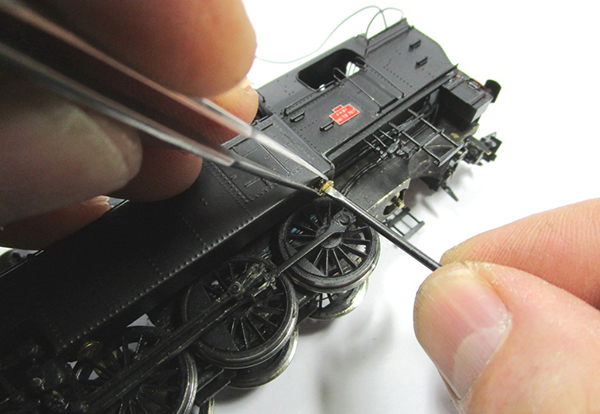
41 – D’autre fils palpeurs sont installés sous le dessous de châssis, pour les roues des trois autres essieux accouplés. Ils sont collés dans des sections de tube laiton précédemment soudés, isolés avec de la gaine de fil téléphone. Un micro-connecteur (fan 13) est utilisé pour débrancher facilement ces palpeurs de la ligne électrique consacrée, lors des démontages du dessous de châssis.

42 - Les différentes parties sont passées en peinture noir mat puis assemblées. Les palpeurs sont formés pour leur contact derrière le bandage des roues.
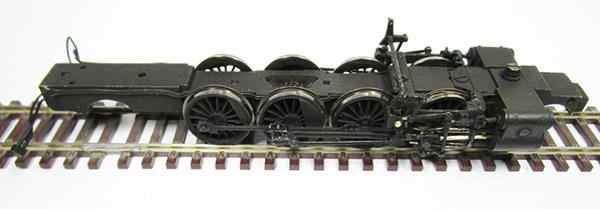
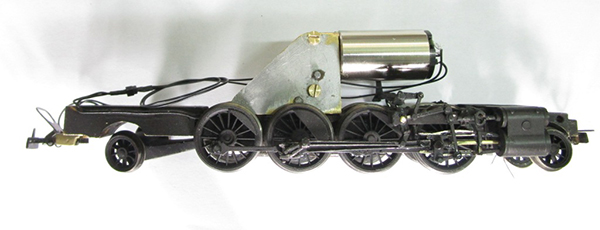
44 – Ce bon fonctionnement étant obtenu, montage du bloc moto-transmission et des bissels.



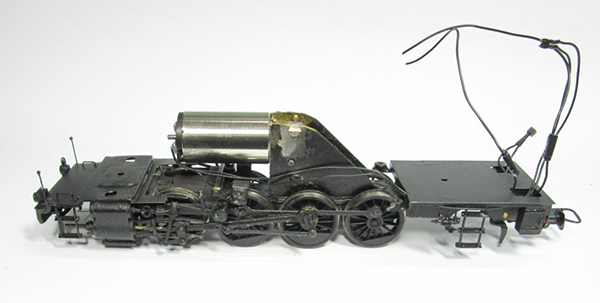
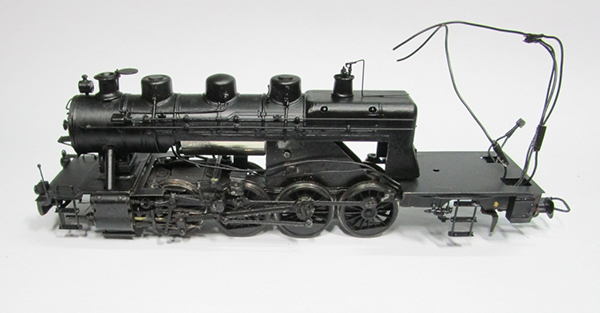
Le châssis moteur est soumis quotidiennement à des tests d'endurance, par de nombreux "tours de piste" dans les deux sens. Les éléments de la superstructure (dont le tablier et les caisses à eau "bricolés" provisoirement) sont posés dessus, afin de vérifier le bon rendu de la loco réelle : proportions, hauteurs.... C'est maintenant le moment d'envoyer les plans validés du tablier et des caisses à eau pour la photogravure. Je marque donc une pause dans ce compte-rendu de construction, qui reprendra lorsque ces fabrications m'auront été livrées.

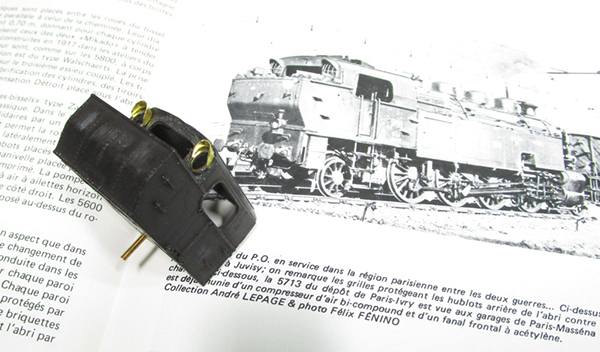
46 – Les dessins sont prêts, et envoyés au photograveur. Dans l’attente, essais de pose d’éléments M.T. sur l’épave de chaudière utilisée pour la première construction, servant de prototype : cheminée P.O. Réf. chem 13, porte de boîte à fumée Réf. pbf 17, compresseur Réf. pomp 01…
47 – De même avec le tablier avant : marchepieds Réf. march 04, tampons Réf. T 19, fanaux Réf. fan 05 et fan 06…
48 – Avec le tablier arrière : tampons T 19, supports de fanaux Réf. div 44, marchepieds march 04, injecteurs Réf. inj 04…


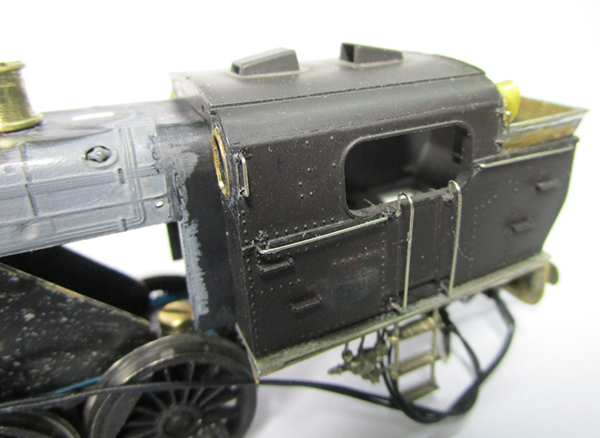
49 à 51 – A l’arrière de l’abri doivent être percés les mêmes hublots ovales qu’à l’avant. Ensuite pose de cadres Réf. encf 04 a) puis confection de « casquettes » dans des chutes de photogravure.

52 – Toujours à partir de chutes, fabrication et collage d’une petite réhausse sur la soute à combustible, si le modèle doit être représentatif de l’époque SNCF. Les mains-montoirs et mains courantes sont refaites avec du maillechort dressé diamètre 0. 40 ou 0. 30.

53 – Essai de réalisation d’ensembles de barreaux pour ces hublots, avec du maillechort de 0. 30 soudé (voir les réels sur la photo de l’étape 50). Echec, les soudures se cassent à la mise en forme. Ces barreaux seront représentés par une pièce en photodécoupe.

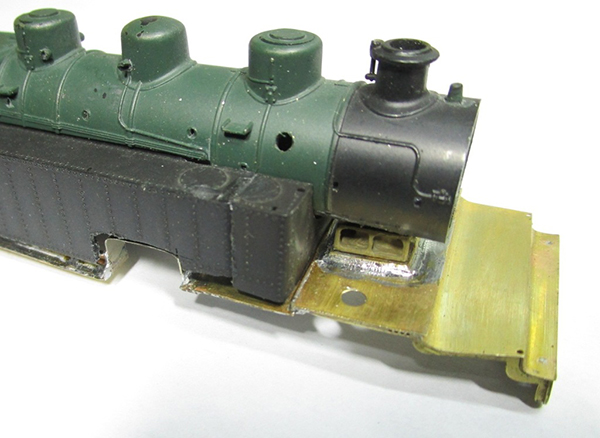
54 et 55 – Pour positionner le corps cylindrique à la bonne hauteur il a été nécessaire d’augmenter la hauteur du berceau de boîte à fumée (M.T. Réf. eta 04) de 2 mm par ajout d’un coupon de laiton soudé dessous. Les conduits d’échappement sont représentés par des sections de tube laiton diamètre 3 mm. Une collerette avec rivets (tirée d’une plaque M.T. Réf. div 70) agrémente leur jonction avec la boîte à fumée.
56 – A présent, c’est le corps cylindrique définitif (en bon état) qui est préparé. La cloison avant de l’abri se trouvera un peu décalée en arrière par rapport à sa position antérieure, sur la 141 TA Jouef. D’autre part, les soupapes doivent être placées plus en avant. Il faut donc éliminer les reliefs sur la boîte à feu, boucher le trou des soupapes d’origine arasées, et poncer le dessus. Les nouvelles soupapes sont la Réf. M.T. soup 09.

57 et 58 – Il est nécessaire de rehausser la partie arrière du châssis sous le tablier et l’abri avec une cale de 2 mm, afin de respecter la hauteur du corps cylindrique et son bon emboîtement avec la découpe de la cloison de l’abri. On ne peut pas en tenir compte en usinant le châssis en laiton massif, car il nécessiterait au départ un barreau de 14 mm de côté (au lieu de 12) et un grand nombre de passes à la fraiseuse, éliminant une grande quantité de matière. On peut choisir de faire cette cale en laiton et la fixer au châssis par deux vis…

59 – Les futures caisses à eau viendront masquer le vide de la moitié inférieure de la chaudière, tout comme sur la 141 TA d’origine.
La photogravure étant livrée, reprise des travaux de construction :



61 à 63 – Préparation et pose des barreaux de protection des hublots à l’arrière. Ils sont emboutis sur un torchon replié plusieurs fois pour leur donner la forme concave caractéristique. Le contour est ensuite découpé afin de diminuer la longueur des barreaux de telle sorte que la pièce ne dépasse pas le contour du cadre de fenêtre ovale.
Si vous souhaitez construire un modèle de 141 TB par transformation d’une 141 TA Jouef, sachez que je peux vous fournir ces caisses à eau en photogravure :
(Réf. po 21, voir dans la rubrique « Autres éléments pour locos vapeur »).
Il en est de même pour le tablier (Réf. po 20)
Faire particulièrement attention aux portes sur les faces latérales : elles sont différentes sur les côtés gauche et droit. Egalement pour le positionnement des trappes de remplissage rapportées : les trous pour une petite poignée doivent se trouver du côté du pliage.
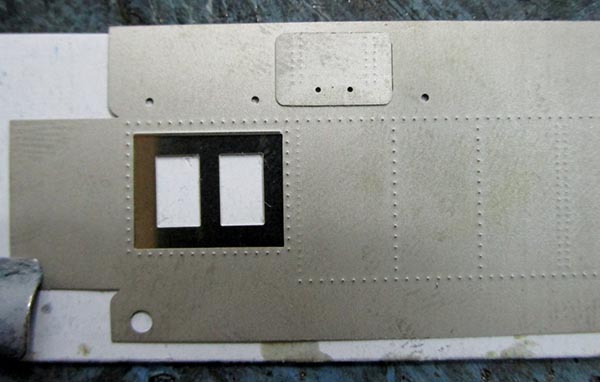
64 et 65 - Après avoir dégrappé et ébavuré les pièces, positionner les trappes de remplissage et les pièces-supports des portes latérales.

67 - Placer les portes par l’extérieur dans leur logement. Souder à l’intérieur. Attention : ces portes-ci sur la caisse GAUCHE, les autres sur la caisse DROITE.

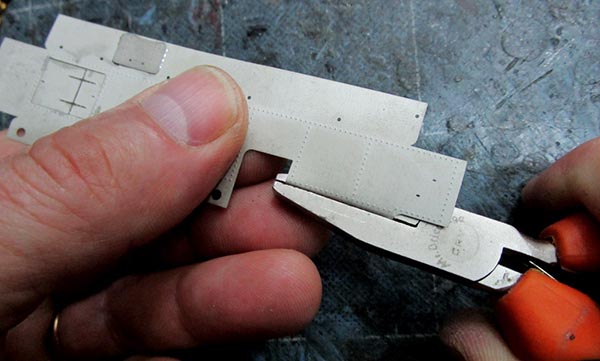
68 et 69 - Pour plier, rayer côté intérieur avec une pointe. Les pliages doivent se trouver juste à côté des lignes de rivets, de façon à ce que ceux-ci se trouvent bien sur les parois latérales. Commencer par la petite section à l’avant.


70 et 71 - Continuer par la grande section du bas puis le dessus.
On peut utiliser un étau à mors parallèles, mais lisses et sans trop serrer pour ne pas écraser les rivets. Plier avec les doigts pour ne pas faire de marques sur la tôle.
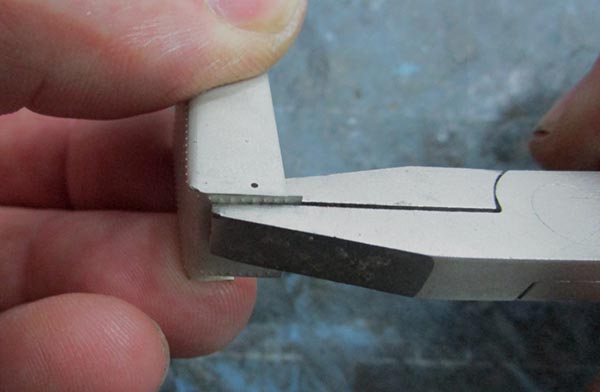
72 - Les petites faces avant et arrière doivent former un arrondi avec la face latérale. Utiliser des pinces à becs plats LISSES (sans stries).


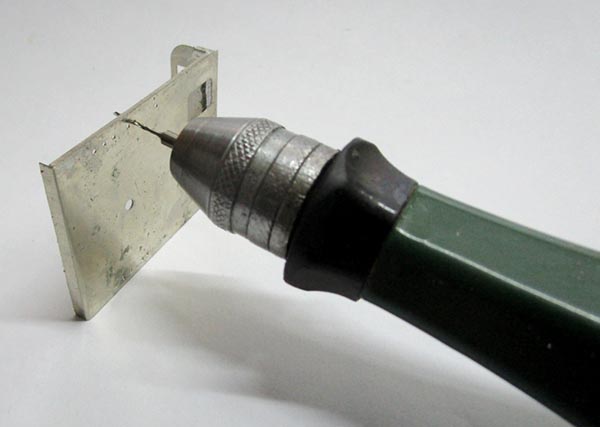
74 – Repasser un foret diamètre 0. 80 dans les trous pour supports de mains courantes, et diamètre 0. 50 dans ceux des trappes à eau pour y coller des petites poignées en fil diamètre 0. 30.
75 – Coller les petites marches à l’avant des caisses à eau (une micro-goutte de cyano à l’intérieur) - (il y a 2 marches en plus sur la plaque).
Avant de poser le nouveau tablier en maillechort et les caisses à eau, je reprends – comme je l’ai fait précédemment pour les caisses à eau– les photos et leurs légendes des notices de préparation que je viens de faire.
(Ces notices sont imprimées et inclues dans le conditionnement des pièces)

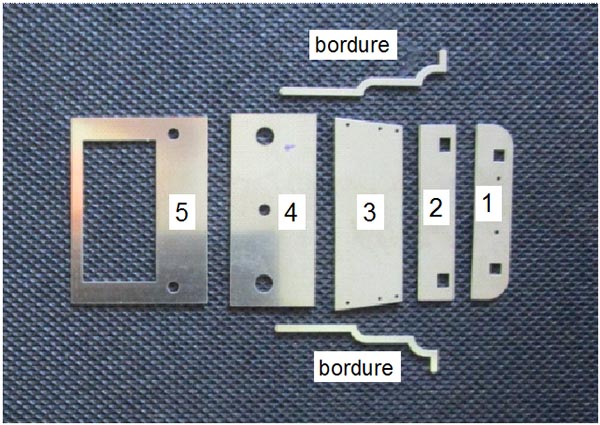
76 - Dégrapper et ébavurer les pièces. Les classer dans cet ordre. A gauche : partie arrière, à droite : partie avant.


77 et 78 - Pour la partie avant, former l’arrondi à l’arrière de la pièce N° 2, en la serrant dans un étau à mors parallèles contre une tige métallique de diamètre 2 mm.

79 - Se servir d’une bordure pour vérifier et adapter la forme de l’arrondi. Tenir compte que le bord avant devra légèrement déborder au-dessus de la traverse avant.

80 - Faire de la même façon l’arrondi à l’arrière de la pièce N° 3.

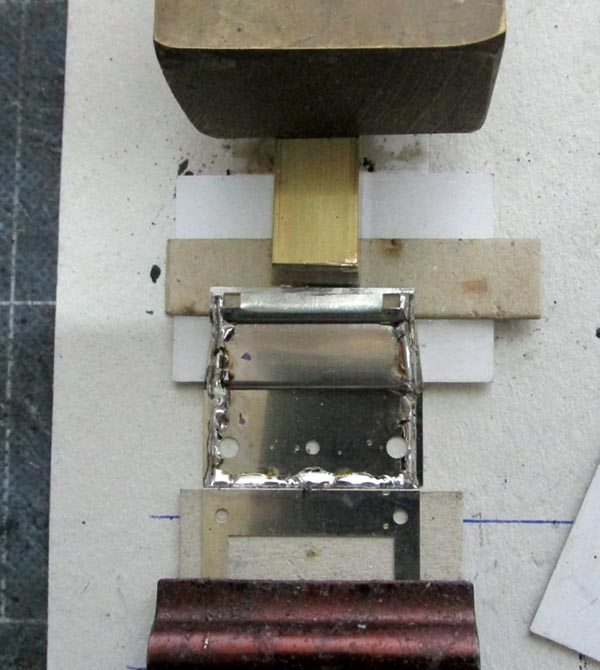
81 - Positionner la pièce N° 2 sur l’une des deux bordures, à l’aide de coupons de carton d’épaisseur adaptée. Immobiliser à l’aide de pinces et/ou de poids. Faire un point de soudure.

82 - La bordure doit être en léger retrait vers l’intérieur. Placer l’autre de la même façon, puis donner aux bordures l’angle correspondant à l’élargissement de la pièce N° 3.

83 - Positionner la pièce N° 3. Faire un point de soudure de chaque côté.

84 - Vérifier le bon positionnement des pièces 2 et 3 sur les bordures.
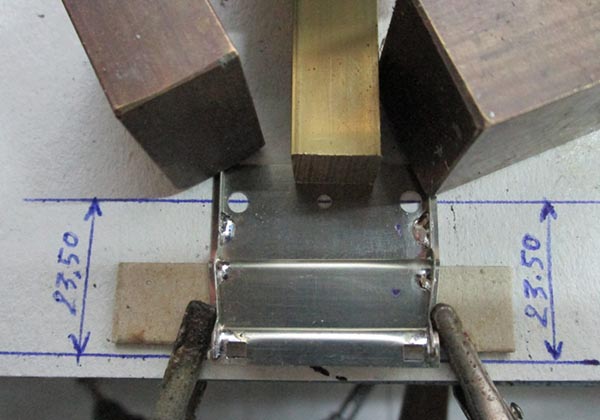
85 - Positionner ainsi la pièce N° 4 à la suite sur les bordures. Respecter la cote de 23.50 mm entre l’axe des trous et le bord avant de la pièce N° 2. Souder.
86 - Plier à 90 ° la pièce N° 5 au trait gravé. La positionner et la souder à la suite.

87 - Vue des deux parties assemblées, montrant le bon positionnement des traverses de choc pour les trous : à gauche un seul trou (pour le ½ accouplement vapeur), au centre un trou pour l’attelage à choquelle, à droite deux trous (pour deux ½ accouplements de freins).
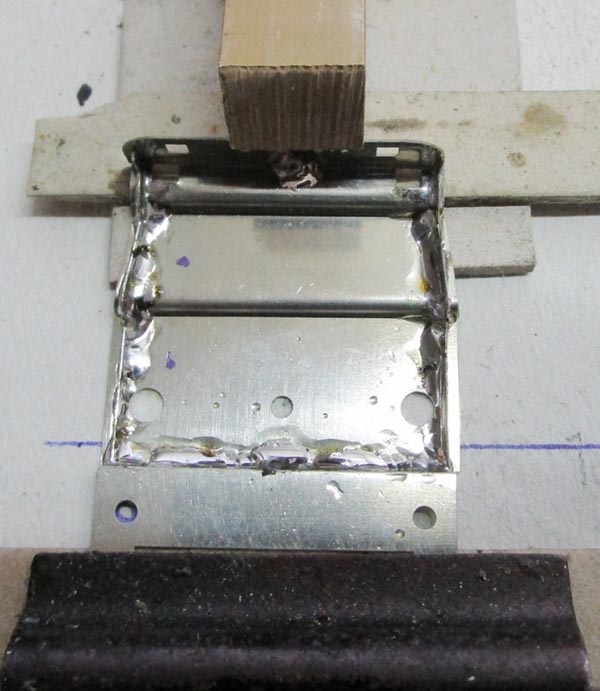

90 et 91 - Positionner et souder la traverse arrière, bien centrée et en laissant légèrement déborder la plate-forme.
92 - Positionner et souder une bordure sous la plate-forme, puis l’autre, légèrement en retrait du bord.
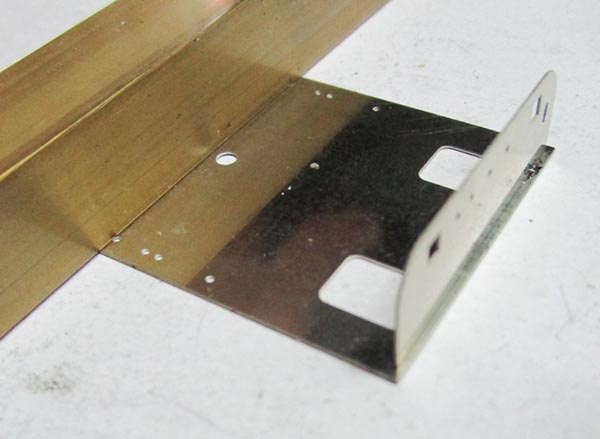
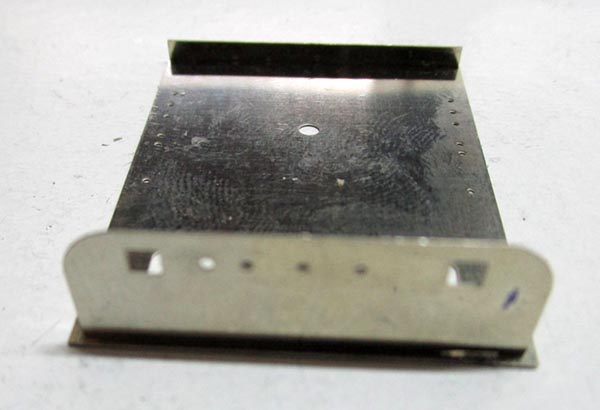
94 à 96 – Pour la pose démontable des caisses à eau, à l’arrière deux petites pattes sont soudées sous le tablier. Elles sont percées puis un écrou M2 est soudé au-dessus. Une vis à tête fraisée passant dans le trou arrière de la caisse fait la fixation.



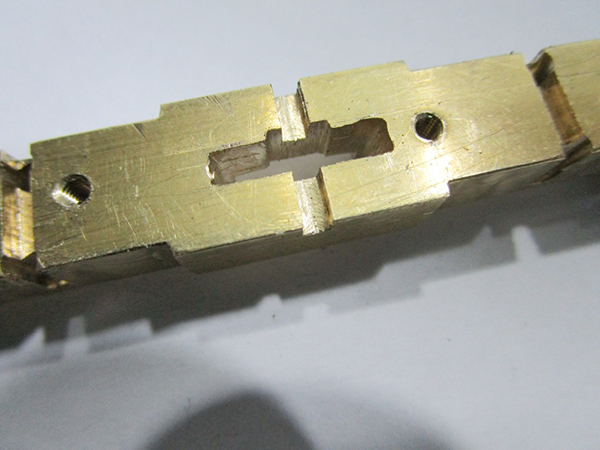
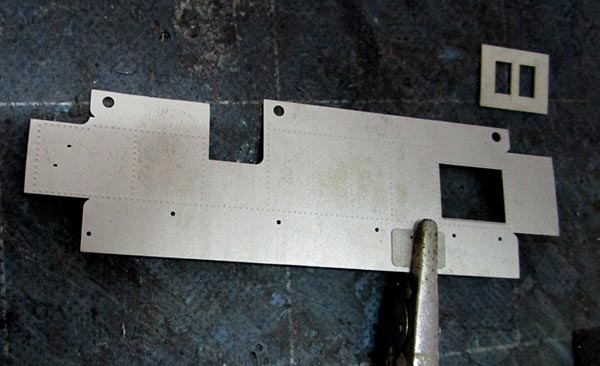
97 à 99 et croquis - Pour l’avant, une patte est confectionnée avec une chute de photogravure épaisseur 0.4 mm selon les cotes du croquis.
Les deux décrochements permettent le passage des roues du deuxième essieu accouplé. Le 2ème croquis indique l’endroit où percer le trou dans le châssis pour y fixer la pièce.
100 – Comme pour l’arrière, de chaque côté un écrou M2 est soudé à ce support, où est fixée la caisse avec une vis à tête fraisée.

101 – De part et d’autre du corps cylindrique est collée un profilé de plasticard de section rectangulaire (largeur 2 mm), abaissant d’autant le niveau de la découpe qui serait rendue visible avec les nouvelles caisses à eau.

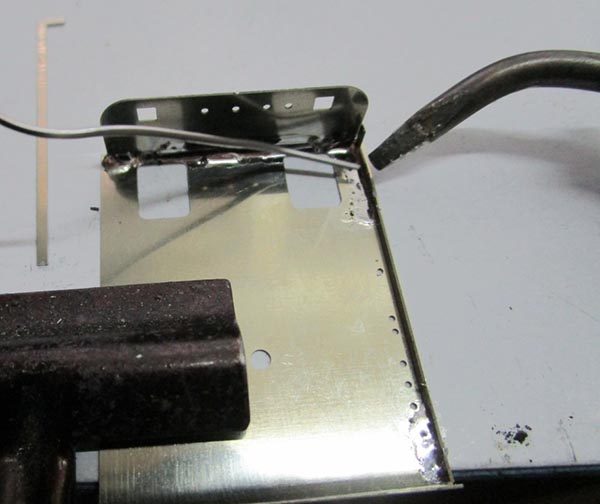
103 – Mais en saisissant le modèle par les caisses à eau, celles-ci se déforment, c’est désagréable. Pour bien les rigidifier je soude une bande de maillechort (chute de photogravure) à l’intérieur, autour de l’échancrure.
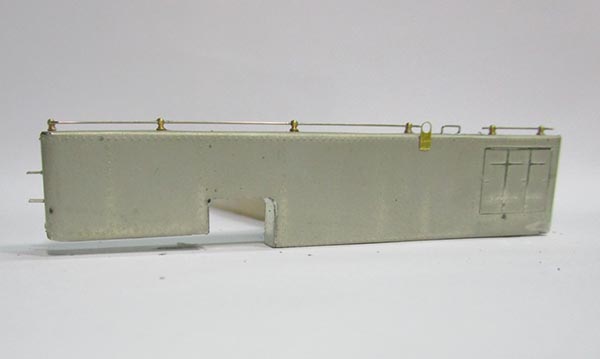
104 - Pose des supports de mains courantes au-dessus des caisses à eau, puis passage de fil maillechort dressé Diam. 0.3
Pose d’une petite poignée sur les trappes de remplissage, et d’anneaux de levage (pour un modèle époque SNCF).



107 – Equipement complémentaire du corps cylindrique avant peinture. Côté gauche, pose des tuyauteries de sablières, puis des mains courantes et tringleries de commande en fil maillechort dressé Diam. 0.4 passé dans des supports courts (M.T. Réf. div 96).
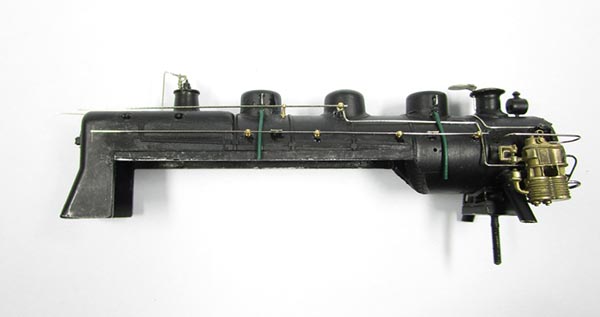
108 – Même chose côté droit, et installation de la pompe à air. Ce modèle représentant une machine période SNCF, pose d’un compresseur bi-compound (M.T. Réf. pomp 01). Pose du sifflet (M.T. Réf. sif 01) sur l’enveloppe des soupapes.


110 – Mise en peinture des caisses à eau. Collage auparavant de la prise de l’indicateur-enregistreur (M.T. Réf. TA 08) sous la caisse à eau droite, au droit du 4 ème essieu accouplé.


112 – Avant de peindre le tablier avant, pose de mains-montoirs en fil maillechort dressé Diam. 0.4 avec boule de support de main courante Réf. div 95, div 96 ou div 97. Hauteur des mains-montoirs = 10 mm. Il faut aussi poser des mains-montoirs identiques au-dessus à l’avant des caisses à eau.
Marquages avec des décalc’s AMF 87, chiffres blancs ombrés de noir.
113 – Sur la partie arrière du tablier, fond rouge sur la traverse de choc, sans inscriptions.

115 – Assemblage définitif du modèle, avec seulement 2 écrous M2 et 4 vis M2 à tête fraisée. Outils indispensables : petit tournevis et clé droite avec extrémité à 6 pans creux pour écrous de 2 mm.
116 – Pose des deux parties du tablier, en passant les fils électriques dans les trous de la partie arrière.
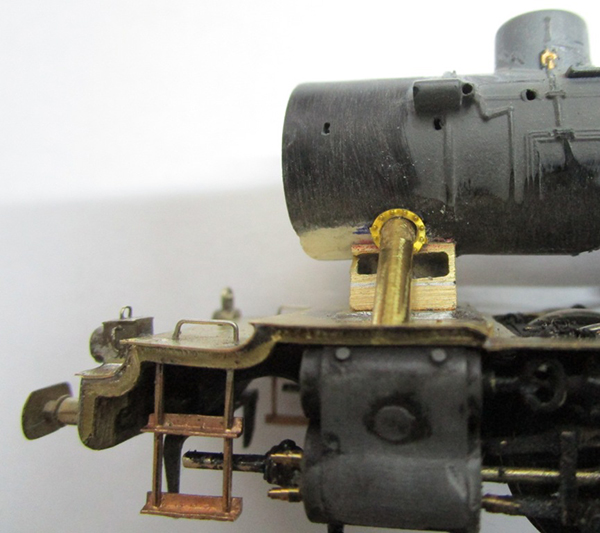
117 – Mise en place du corps cylindrique. Passage de la tige filetée dans l’axe cheminée/bloc-cylindres, l’arrière repose simplement sur le tablier.


120 – Mise en place des caisses à eau, fixation avec la vis à tête fraisée à l’avant.
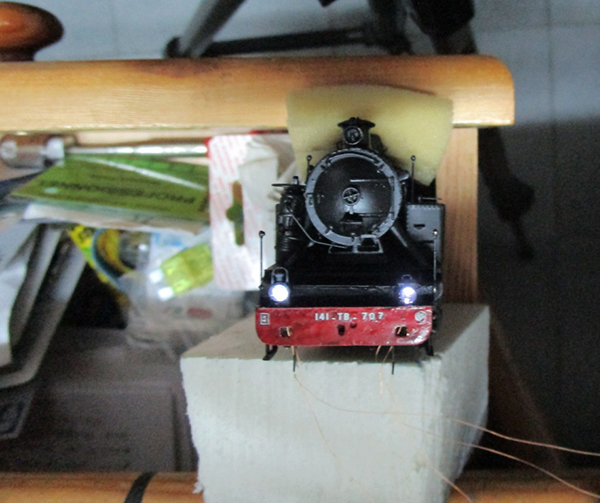
122 – Le modèle étant maintenant assemblé, pose et câblage des LED dans les fanaux à l’avant. Pour cette délicate opération, le modèle est placé à la verticale dans un tiroir entrebâillé, maintenu en des blocs de mousse et/ou polystyrène.
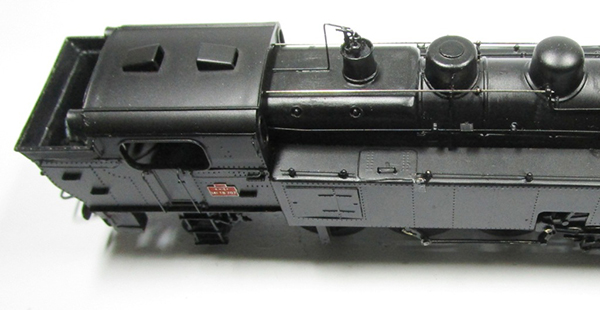
LE MODÈLE TERMINÉ







LE MODÈLE SUR LA "SAINTE PISTE"















Voici le résultat après modification.

De la 141 TA Jouef :
- corps cylindrique – abri
- pièce support des soupapes (partie supérieure emboîtée)
- bloc-cylindres
- doubles-glissières
- embiellages de distribution
De la 141 P Jouef :
- châssis avec ses roues, bielles motrices et d’accouplement
- bissels
Récup’ sur d’autres modèles :
- support de coulisses de 141 R (ou bien M.T. Réf. eta 05, voir ci-dessous)
- bielles avec entr’axes de 26 et 20 mm (150 X, C 61000…)
Accessoires MECANIC TRAINS :
- tablier Réf. po 20
- caisses à eau Réf. po 21
- berceau de boîte à fumée Réf. eta 04
- porte de boîte à fumée Réf. pbf 17 (facultatif)
- volant de fermeture Réf. vol 05
- plate-forme et marche pour pbf, Réf. TA 09
- fanal acétylène Réf. fan 07
- fanaux à pétrole (Réf. fan 05) ou autonomes (Réf. fan 06)
- cheminée P.O. Réf. chem 13 (facultatif)
- dôme de sablière ETAT, dans le cas d’une machine affectée à la région Ouest
- marchepieds Réf. march 04
- compresseur bi-compound Réf. pomp 01
- vanne de souffleur Réf. vol 07
- supports de mains courantes courts Réf. div 96
- jeu de tampons Réf. T 19
- attelages factices Réf. att 01
- ½ accouplements freins Réf. att 08 (2 paires)
- ½ accouplements vapeur Réf. att 03
- 2 X injecteurs Friedmann Réf. inj 04
- prise d’indicateur-enregistreur Réf. TA 08
- supports de fanaux Réf. div 44
- 2 paires de cadres de fenêtres « P.O.» ovales, Réf. encf 04 a)
- plaque de cercles avec rivets Réf. div 70
- leviers de marche Réf. div 40
- manivelles Réf. man 01
- contre-tiges Réf. div 76
- 2 X boîtiers d’attelage NEM Réf. div 66
- sifflet Réf. sif 01
- obturateur de cheminée Réf. chem 15
- planches de décalc’s Réf. D 003
De chez l’Octant :
- vis, écrous laiton, rivets…
- maillechort en barres droites, Diam. 0. 30 – 0.40 – 0.50